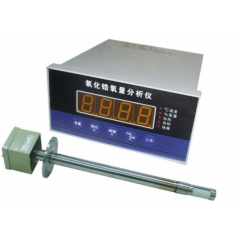



氧化锆氧量分析仪(Zirconia Oxygen Analyzer),又称氧化锆氧分析仪、氧化锆分析仪、氧化锆氧量计、氧化锆氧量表,主要用于测量燃烧过程中烟气的含氧浓度,同样也适用于非可燃性气体氧浓度测量。在传感器内温度恒定的ZRO2两 之间产生 个毫伏电势,通过这个电势和能斯特方程可以算出烟气中含氧浓度值。 将此气体分析仪应用于燃烧监视与控制,将有助于充分燃烧,减少CO、SOx及NOx的排放,从而为防止 变暖及空气污染做出贡献。同时,氧化锆氧量分析仪还可用于气体成分控制,精确调控燃烧效率。
氧化锆氧量分析仪(Zirconia Oxygen Analyzer),又称氧化锆氧分析仪、氧化锆分析仪、氧化锆氧量计、氧化锆氧量表,主要用于测量燃烧过程中烟气的含氧浓度,同样也适用于非燃烧气体氧浓度测量。在传感器内温度恒定的电化学电池产生 个毫伏电势,这个电势直接反应出烟气中含氧浓度值。 将此分析仪应用于燃烧监视与控制,将有助于充分燃烧,减少CO、SOx及NOx的排放,从而为防止 变暖及空气污染做出贡献。同时,氧化锆氧量分析仪还可用于气氛控制,精确控制燃烧效率。
氧化锆氧量分析仪广泛应用于多种行业的燃烧监视与控制过程,并且帮助各行业领域取得了相当可观的节能效果。应用领域包括能耗行业,如钢铁业、电子电力业、石油化工业、制陶业、造纸业、食品业、纺织品业,还包括各种燃烧设备,如焚烧炉、中小型锅炉等。
氧含量监测
随着人们环保和节能意识的逐渐提高,众多大中型企业如钢铁冶金、石油化工、火力发电厂等,已将提高燃烧效率、降低能源消耗、降低污染物排放、保护环境等作为提高产品质量和增强产品竞争能力的重要途径。钢铁行业的轧钢加热炉、电力行业的锅炉等燃烧装置和热工设备,是各行业的能源消耗大户。因此,如何测量和提高燃烧装置的燃烧效率、确定 佳燃烧点,是十分令人关心的。
佳燃烧点
供给加热炉、锅炉等加热设备的燃料燃烧热并不是全部被利用了。以轧钢加热炉或锅炉为例,有效热是为了使物料加热或熔化(以及工艺过程的进行)所必须传入的热量,炉子烟气带走的物理热是热损失中主要部分。当鼓风量过大时(即空燃比α偏大),虽然能使燃料充分燃烧,但烟气中过剩空气量偏大,表现为烟气中O2含量高,过剩空气带走的热损失Q1值增大,导致热效率η偏低。与此同时,过量的氧气会与燃料中的S、烟气中的N2反应生成SO2、NOX等有害物质。而对于轧钢加热炉,烟气中氧含量过高还会导致钢坯氧化铁皮增厚,增加氧化烧损。
当鼓风量偏低时(即空燃比α减小),表现为烟气中O2含量低,CO含量高,虽说排烟热损失小,但燃料没有完全燃烧,热损失Q2增大,热效率η也将降低。另外,烟囱也会冒黑烟而污染环境。
所谓提高燃烧效率,就是要适量的燃料与适量的空气组成 佳比例进行燃烧。热效率与烟气中的CO、O2、CO2含量以及排烟温度、供热负荷、雾化条件等因素有关。因此,可通过测量并控制烟道气体中CO、O2、CO2的含量来调节空气消耗系数λ,来达到 高燃烧效率。
燃烧效率控制由来已久,上世纪60年代,曾广泛采用CO2分析仪监测烟道气体中CO2含量来控制空气消耗系数λ以达到 佳,但CO2含量受燃料品种影响较大。70年代后,逐渐采用烟气中O2含量或O2含量和CO含量相结合的方法来控制燃烧效率。
提高燃烧效率 直接的方法就是使用烟气分析仪器(如烟气分析仪、燃烧效率测定仪、氧化锆氧含量检测仪)连续监测烟道气体成分,分析烟气中O2含量和CO含量,调节助燃空气和燃料的流量,确定 佳的空气消耗系数。
测量烟气中含氧量的仪表称为氧分析仪(氧量计)。常用的氧分析仪主要有热磁式和氧化锆式两种。
热磁式
其原理是利用烟气组分中氧气的磁化率特别高这 物理特性来测定烟气中含氧量。氧气为顺磁性气体(气体能被磁场所吸引的称为顺磁性气体),在不均匀磁场中受到吸引而流向磁场较强处。在该处设有加热丝,使此处氧的温度升高而磁化率下降,因而磁场吸引力减小,受后面磁化率较高的未被加热的氧气分子推挤而排出磁场,由此造成"热磁对流"或"磁风"现象。在 定的气样压力、温度和流量下,通过测量磁风大小就可测得气样中氧气含量。由于热敏元件(铂丝)既作为不平衡电桥的两个桥臂电阻,又作为加热电阻丝,在磁风的作用下出现温度梯度,即进气侧桥臂的温度低于出气侧桥臂的温度。不平衡电桥将随着气样中氧气含量的不同,输出相应的电压值。
热磁式氧分析仪虽然具有结构简单、便于制造和调整等优点,但由于其反应速度慢、测量误差大、容易发生测量环室堵塞和热敏元件腐蚀严重等缺点,已逐渐被氧化锆氧分析仪所取代。
传感器式
氧化锆(ZrO2)是 种陶瓷, 种具有离子导电性质的固体。在常温下为单斜晶体,当温度升高到1150℃时,晶型转变为立方晶体,同时约有7%的体积收缩;当温度降低时,又变为单斜晶体。若反复加热与冷却,ZrO2就会破裂。因此,纯净的ZrO2不能用作测量元件。如果在ZrO2中加入 定量的氧化钙(CaO)或氧化钇(Y2O3)作稳定剂,再经过高温焙烧,则变为稳定的氧化锆材料,这时,四价的锆被二价的钙或三价的钇置换,同时产生氧离子空穴,所以ZrO2属于阴离子固体电解质。ZrO2主要通过空穴的运动而导电,当温度达到600℃以上时,ZrO2就变为良好的氧离子导体。 在氧化锆电解质的两面各烧结 个铂电 ,当氧化锆两侧的氧分压不同时,氧分压高的 侧的氧以离子形式向氧分压低的 侧迁移,结果使氧分压高的 侧铂电 失去电子显正电,而氧分压低的 侧铂电 得到电子显负电,因而在两铂电 之间产生氧浓差电势。此电势在温度 定时只与两侧气体中氧气含量的差(氧浓差)有关。若 侧氧气含量已知(如空气中氧气含量为常数),则另 侧氧气含量(如烟气中氧气含量)就可用氧浓差电势表示,测出氧浓差电势,便可知道烟气中氧气含量。
氧化锆氧分析仪具有结构和采样预处理系统较简单、灵敏度和分辨率高、测量范围宽、响应速度较快等优点。
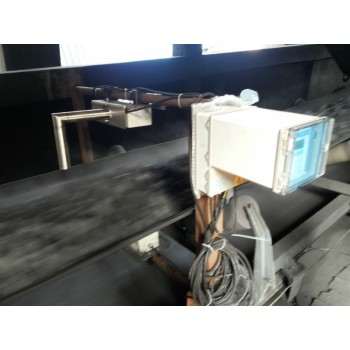
烟气分析仪器应用领域十分广泛,例如:
热电厂循环流化床锅炉用于燃烧控制室的烟道气体监测; 钢铁厂轧钢加热炉用于解决降低氧化烧损或脱碳层厚度时的炉气气氛检测; 全氢热处理炉用于检测辐射管是否烧穿漏气; 研制新型燃烧器(蓄热式、低NOX式、辐射管式)时用于燃烧器结构尺寸的设计研究; 汽车尾气排放检测;食品行业水分测定; 其他工业窑炉及垃圾焚烧炉烟气监测。
1、传感器氧化锆锆头采用高温陶瓷焊接技术,避免了热应力破坏。
2、氧化锆探头采用全321不锈钢(1Cr18Ni9Ti)护套,具有 佳的 耐磨及耐蚀性,探头可以根据现场使用情
况进行订做。
3、直插式:无需取样系统,响应快,有效的降低烟气中灰份堵塞,并且能承受更高的温度。
4、热扩散参比:无需专门的参比空气泵,使用维护简单。
5、双参数设计:克服国产氧化锆性能离散性,测量准确,延长使用寿命。
6、工况在线校准:准确可靠,单标气在线校准方便,工况点可直接标定,测量精准。
7、热惰性保护:安装方便,可热安装,对停启炉适应性强。
8、元件可拆:元件更换方便,便于维修,降低使用成本(防爆的氧化锆分析仪检测器部分为 体化设计,不可随意拆卸)。
9、多功能显示:氧含量(%); 氧电势;温度,本底电势参数数显直观方便
10、双量程:同时具有0-10% 和0-20.6%双量程,测量范围广,量程可在出厂时进行调整。
11、双输出:同时具有开关量节点输出和4-20mA两档输出。
12、负载大:750欧/4-20mA,便于远程安装。
13、本底电势可调,调节范围宽,可随时检查元件老化等参数。
14、全浮式设计:共模输入,抗电场干扰性强,无需专用地线,安装方便。
15、产品系列化适应性强:可适用于燃气、燃油、燃煤各种炉型。测量温度从室温至1400度均可选择到合适的型号。
氧化锆氧分析仪的故障现象和处理方法
氧化锆氧分析仪的故障现象和处理方法
、故障现象 仪表示值偏低。
原因1:样气中可能存在可燃气体。氧化锆固体电解质工作在600~850度高温下,如果样气中存在碳氢化合物等可燃组分,将发生燃烧反应而耗氧,故导致仪表示值偏低。
处理方法:抽样检查样气,如果样气中的确有可燃气体存在,则应调整工况除去可燃气体,或者在样气中加装净化器除去可燃气体组分。
原因2:探头过滤器堵塞、气阻增大,影响被测气体中氧分子的扩散速度。
处理方法:反向吹扫、清洗过滤器,如果不能疏通,则更换过滤器。
原因3:炉温过高。
处理方法:检查校正炉温。
原因4:量程电势偏高。
处理方法:利用给定电势差校正量程电势。
二、故障现象 仪表示值偏高
原因1:锆管破裂漏气。
处理方法:检查更换锆管。
原因2:锆管产生小裂纹,导致电 部分短路渗透。
处理方法:检查更换。
原因3:锆管老化。
处理方法:测量锆管内阻,方法是在仪表规定的工作温度下,用数字万用表检测两电 引线间的阻值, 支新的锆管内阻应小于50欧姆,如果锆管内阻大于100欧姆时,可适当提高炉温继续使用。若仪表误差过大,超出允许误差范围时,应更换锆管。
原因4:炉温过低,造成锆管内阻过高。
处理方法:检查校正炉温。
三、故障现象 仪表无指示。
原因1:电炉未加热。
处理方法:检查温度控制电路的加热器、热电耦等,找出电炉不加热的原因,处理之。
原因2:信号输出回路开路。
处理方法:检查输出回路接线,确保接触良好。
原因3:锆管多孔铂电 断路。
处理方法:用数字万用表检查锆管内阻,在仪表规定的工作温度下,如果锆管两电 引线间的阻值大于100欧姆,则应更换锆管。
四、故障现象 仪表无论置于任何 档,示值均指示满量程。
原因1:电 信号接反。
处理方法:正确连接。
原因2:锆管电 脱落,或经长期使用后铂电 蒸发。
处理方法:检查锆管两 间电阻,如果超过100欧姆,则应更换锆管。
五、故障现象 表头指针抖动。
原因1:放大器放大倍数过高。
处理方法:检修放大器,调整放大倍数。
原因2:接线接触不良。
处理方法:检查并紧固接线端子。
原因3:插接件接触不良。
处理方法:清洗插接件。
六、故障现象 输出信号波动大
原因1:取样点位置不合适。
处理方法:和工艺配合检查、更改取样点位置。
原因2:燃烧系统不稳定,超负荷运行或有明火冲击锆管,气样流量变化大。
处理方法:和工艺配合检查,调整工艺参数,检查、更换气路阀件。
原因3:样气带水并在锆管中汽化。
处理方法:检查样气有无冷凝水或水雾,锆管出口稍向下倾斜改进样气预处理系统。