


1:开机自动回原点。装机前请 给控制器通电,不接其它电路。如果是调机状态,请在通电后按“删除”键,清除动作。如果显示“复位中”请断电重启。
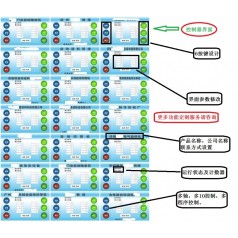
2:设置参数。本控制器程序参数分为前台参数(使用者,生产者根据不同设备结构调整的基本参数),允许在更改焊接材料或修改模具时设定,非使用者请不要修改。
3:密码区参数设定。 般是设备生产厂家根据设备结构及运行状态需要修改的固定参数。 般只用于装机调试时使用。-------深层密码区。( 般不开放,为生产商
收款锁机参数设定)。
4:参数设定顺序为, 设定密码区内参数,具体操作步骤:开机等3秒后按删除---按“设置”---按“↓”键5次后,看到“系统密码”右边的数值为黑色底时,在闪烁的
数字是可以直接按控制器上数字来输入密码。输入完全部密码后,按“↓”键。就进入后台参数修改区了。注意:为了防止误操作,不是所有数据都可以任意修改。
5:我们控制器建议客户使用的驱动器上有128细分或25600细分,并调到此细分档位上。因为我们速度是根据细分来变化数据的,如果细分不对,换算的比例和动作
都会受到影响。为了客户方便。我们只开放了Y轴细分修改数据。如果 定要修改数据,请把Y轴驱动器和控制器上Y轴细分设定 致。强烈建议不要更改已有数据
因为已有数据都是参考值,基本已经定型。可能需要修改的数据有:1:每转位移值,2:有的数字只有1位,且没有单位的是开关键,代表此功能打开或关闭。
6:后台参数设定完毕后。进入装机接线步骤。具体请参照接线图,我们感应器只接收NPN常开讯号。没有急停接口。建议接上低压电源开关按钮。
7:装机调整测试。控制器再次通电后如果发现电机方向与实际位置相反的轴,请检查驱动器与对应步进电机接口位置,并在断电后,调转此位置电机接口的A+,
A-,线即可。例如:A+是红色,A-黑色,调整为:A+是黑色,A-红色
8:再次通电。看设备Y轴和Z轴是否复位。如果未能复位请检查电路。如果正常,请根据现有模具和焊接材料设定值,焊接时间和长度暂不调整。
9:运行测试。不通电烙铁头,也不要装锡,装上模具和治具样板运行。如果看不到位置效果,建议后台修改Y轴和Z轴速度。在低速状态下运行。如果发现焊接位
置不正确,则需要在前台区编程。微调焊线距离和拼板间距。(这个根据不同品牌,批次材料不同,都需要微调)
10:手动送锡。 次调机时观察送锡电机旋转方向是否正确。为了客户装机和使用时方便,我们设置换锡的功能。在设置区还可以容易的修改送锡速度。
11:编程区为焊接材料的模具数据修改,设置区为应对不同客户更换治具时的参数修改。(由于待机位置和焊接)位置需要经常修改,参数输入很不方便。
手动送锡按钮外接。
我们增加了手动按钮(按两次手动可以切换手动高低速)。在复位状态下,直接按“手动键”通过“↑↓←→”键调整
硬件指标
●STM32系列高性能ARM处理器(32位),程序存储空间384KB,内存64KB,外部数据存储空间32KB(SPI存储芯片),字库芯片,蜂鸣器,电池,实时时钟。
●128 × 64 点阵图形液晶显示屏,可以显示16点阵汉字4行8列。
●23个优质轻触按键。
●四轴脉冲方向输出, 高100KHz,脉冲 + 方向,差分输出,也可以共阳输出,脉冲、方向电压幅度5V。四轴可以联动。
●18路光耦隔离24V开关量输入,NPN方式,低电平有效。
●14路光耦隔离NPN集电 开路输出,每路驱动能力高达2A,可以直接驱动24V电磁阀。
●2路ADC输入,电流互感器输出信号作为输入,也可直接接入0~5VDC输入。
●单工作电源,24VDC,带插反保护。
软件环境
●使用Keil ARM开发环境,提供开发库函数、头文件。
●通用精简多任务系统(MS5),不用操作系统。
●32位脉冲个数,也可以发无限脉冲,中途可以随时减速停止,也可以立即停止。
●已发脉冲数随时可以读出。脉冲停止后仍可读出。
●串口下载及调试,波特率可以达到460800。
使用环境
●工作温度:-20~60℃
●储存温度:-20~70℃
●工作湿度:0~85%
●储存湿度:0~95%
成熟控制系统
●LED模组焊线机控制系统
●LED模组点胶机控制系统
●LED灯串灌胶机控制系统
●双头对钻钻孔机控制系统
●多钻头钻切机控制系统
●开料机控制系统
●双轴攻牙机控制系统
●圆环钻孔机控制系统
●直管钻孔机控制系统
●超声波商标切标机控制系统
●送料切料机控制系统
ARM(STM32F103),128×64小屏,四轴,18路DI,14路DO,2路AD,串口下载。
可定制零轴—四轴,价格请咨询客服,谢谢!
可以按客户要求开发控制系统
咨询电话:15818648768